Case Study
Oven Burners for Powder Coating & Drying with Infrared
Equipto Improves Powder Coating Finishing Line With New IR Burners
 Equipto, Tatamy, Pa., is a leading manufacturer of shelving, racking, and modular storage products. As a private company founded in 1907, the company strives to manufacture consistent, durable, high-quality powder-coated products with a high-quality finish. About 3 years ago, in its quest to improve manufacturing operations, efficiencies, and product quality, the company had an outside firm perform an extensive energy audit of its processes. The energy audit focused significantly on the company’s product finishing operation. (See Figure 1 for additional information.) The results convinced the company to research new technologies for improving its finishing line to avoid what had become a bottleneck in the manufacturing process.
Equipto, Tatamy, Pa., is a leading manufacturer of shelving, racking, and modular storage products. As a private company founded in 1907, the company strives to manufacture consistent, durable, high-quality powder-coated products with a high-quality finish. About 3 years ago, in its quest to improve manufacturing operations, efficiencies, and product quality, the company had an outside firm perform an extensive energy audit of its processes. The energy audit focused significantly on the company’s product finishing operation. (See Figure 1 for additional information.) The results convinced the company to research new technologies for improving its finishing line to avoid what had become a bottleneck in the manufacturing process.
Equipto’s goal in improving the finishing operation was to reduce energy costs, increase throughput (line speed), and , most importantly, improve product quality. These are common goals in the powder coating industry with countless success stories on how the addition of infrared (IR) technology combined with convection energy (hot air) has helped achieve these goals. To find a solution, the company first needed to examine the different types of IR gas burners and determine how they could improve the process.
Information on IR Technology
 Industrial applications of infrared heaters for powder coating are accomplished with infrared emitters by either a conversion of electric current (based on resistance heating of an emitter) or by conversion of natural gas (or propane) to IR energy through combustion. The intensity of IR emitted is a function of the material’s temperature and varies inversely with the absolute temperature (the hotter the emitter, the shorter the wavelength and the more energetic the IR). For IR emitters to work effectively and efficiently, they must be properly selected and matched to the load being processed. This is a combination of the type of substrate (steel for example), monorail conveyor pounds/feet per hour, and powder coating mil thickness.
Industrial applications of infrared heaters for powder coating are accomplished with infrared emitters by either a conversion of electric current (based on resistance heating of an emitter) or by conversion of natural gas (or propane) to IR energy through combustion. The intensity of IR emitted is a function of the material’s temperature and varies inversely with the absolute temperature (the hotter the emitter, the shorter the wavelength and the more energetic the IR). For IR emitters to work effectively and efficiently, they must be properly selected and matched to the load being processed. This is a combination of the type of substrate (steel for example), monorail conveyor pounds/feet per hour, and powder coating mil thickness.
Industrial emitters are classified as short, medium, or long wavelength. Generally accepted ranges of operating wavelengths and temperatures are shown in Figure 2.
Types of IR Ovens
 Gas Radiant IR: Gas radiant IR emitters are constrained to a temperature output range that typically corresponds with medium wavelength IR. Gas radiant emitters are ususally constructed using a permeable metal or ceramic grid material housed in a metal structure. An air and gas mixture is ignited on the surface of the grid material. This medium wavelength technology is typically sufficient for curing powder coatings.
Gas Radiant IR: Gas radiant IR emitters are constrained to a temperature output range that typically corresponds with medium wavelength IR. Gas radiant emitters are ususally constructed using a permeable metal or ceramic grid material housed in a metal structure. An air and gas mixture is ignited on the surface of the grid material. This medium wavelength technology is typically sufficient for curing powder coatings.
Gas Catalytic IR. Gas catalytic IR emitters produce in the long to medium wavelength range. An electric element preheats a catalyst fiber pad. Either natural or propane gas is introduced through the back of the pad, diffuses through it, and mixes with oxygen from the air, resulting in a catalytic reaction that emits IR energy.
Combination Ovens. For a typical gas-fired convection tunnel (dry-off) oven, heat loss from the oven walls and the exhaust can account for up to two-thirds of the total energy input. Use of IR emitters in conjuction with the convection burner(s) will improve the efficiency of the process while reducing the total fuel input.
For Dry-Off Tunnel Ovens, Hotter Isn’t Always Better
Prior to applying powder to Equipto’s parts, the parts must be washed to remove any lubricants or other surface matter that might hinder proper powder adhesion to the parts. After the formed parts are washed, they continue by conveyor to the dry-off tunnel oven. The dry-off oven must completely dry each part prior to coating and curing.
The company’s wide variety of shaped parts makes for a challenging drying operation. The smallest amount of moisture left on the parts will cause an imperfection in the finished coating, requiring time-consuming rework or scrapped parts.
Originally, the dry-off convection oven had two rows of line (flame) type burners. In January 2000, the company contacted Red-Ray Infrared, a division of Selas Heat Technology Co., a leader in IR technology, to convert the burners to more efficient IR impingement burners. The burners were positioned along the oven’s floor, directing energy up to the passing parts. After the conversion, the factory realized fuel savings of more than 40 percent.
Happy with the results, the company brought back the IR supplier to participate in an evaluation for more potential improvements. The following process changes were advised and implemented:
 Change the impingement IR burners to the supplier’s highly efficient surface type IR emitters to further reduce input fuel requirements.
Change the impingement IR burners to the supplier’s highly efficient surface type IR emitters to further reduce input fuel requirements.- Move the burners closer to the parts to increase the intensity of energy transfer.
- Change the method of hanging parts on the monorail conveyor to allow them to be on an angle for better drainage of pan and box shapes after the parts exit the wash station.
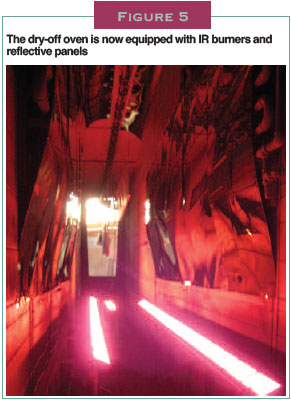
- Add polished stainless steel internal reflectors in the dry-off tunnel oven to reflect secondary infrared back onto the parts.
After these suggestions were implemented, the company realized its anticipated results: the dry-off oven increased the part temperature by 20 degrees, requiring 45 percent less input fuel. It was also discovered that the more efficient IR surface emitters yielded a higher substrate temperature, yet the increased temperature alone was not drying 100 percent of some of the more complex-shaped parts. This was because the older style impingement type IR emitters had a forward velocity of hot gas that scrubbed the parts with hot air in addition to the IR transfer of energy. The solution was to add back a small segment of the high velocity impingement IR emitter to allow the hot gases to impinge onto the other parts. This addition solved the drying issue, and the company realized an overall reduction of input fuel by 27 percent.
Adding Infrared Burners to the Powder Coating Convection Oven for Curing
 After enhancing its drying process, the company next focused on improving its convection (hot air) oven for curing powder coating. The oven is designed to heat the powder coating and the metal substrate, allowing the powder to flow (gel) and cure when exposed to the oven temperature for a sufficient amount of time. Medium wave gas fired infrared burners have been used to retrofit many powder coating ovens. The supplier’s IR surface emitters are designed to withstand powder coating curing temperatures (375°F) and therefore can be mounted within the existing oven, eliminating the need to increase the footprint of an existing oven.
After enhancing its drying process, the company next focused on improving its convection (hot air) oven for curing powder coating. The oven is designed to heat the powder coating and the metal substrate, allowing the powder to flow (gel) and cure when exposed to the oven temperature for a sufficient amount of time. Medium wave gas fired infrared burners have been used to retrofit many powder coating ovens. The supplier’s IR surface emitters are designed to withstand powder coating curing temperatures (375°F) and therefore can be mounted within the existing oven, eliminating the need to increase the footprint of an existing oven.
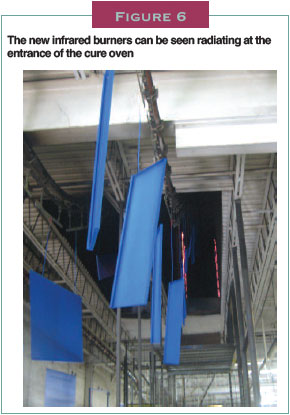
The powder coating oven burner’s heat load calculations were based on part loading (pounds per hour), powder mil thickness, desired line speed, and monorail conveyor weight (pounds per foot). The additional energy input from the infrared burners was achieved using four rows (two rights and two lefts) in a staggered pattern. Surface emitters combust along the surface without a visible flame. The resulting energy conversion has a much greater heat flux density per square inch compared to the impingement type IR emitters.
The addition of IR surface emitters within the existing oven increased the heat transfer to the surface of powder and the parts for a quicker powder flow while rapidly increasing the part temperature from ambient temperture to over 200°F. This allowed the parts to reach their desired cure temperature much faster. The result was an increase in throughput pounds per hour (line speed) of high-quality finished product and a reduction of 5 to 8 percent in overall combined fuel of the convection and IR surface emitters.
After retrofitting both the dry-off combination IR/convection ovens and later automating the powder spray booth, the line speed throughput was successfully increased by approximately 20 percent, from 1,250 pounds per shift hour to 1,500 pounds per shift hour. In addition, by automating the spray booth, the company was able to free up several employees and move them to other positions in the manufacturing, resulting in a 4-hour-per-day reduction in the time required to run the line. This translated to large savings to the company’s bottom line while greatly increasing overall product quality.

A Quick Summary
Gas fired IR burners produce high powered radiant energy transfer for process heating. The ratio of infrared to convection heat energy varies by burner model. Air movement provided by impingement style infrared burners can combine with the highly efficient surface emitter infrared burners to optimize drying processes.
Copyright CSC Publishing
 |
 |
 |
For assistance on your food processing application, contact Selas at sales@selas.com or call toll-free 800-883-9218.
PRIVACY POLICY:
By submitting your business contact information here, you are providing Selas with consent to communicate with you by mail, email, and phone and to store your contact information electronically.
Selas respects your privacy. To see our privacy policy or edit your contact information please use the “Privacy” link in the footer.