Natural Gas Infrared Cooking For Food Processing
At A Glance
 Natural Gas IR Burners
Natural Gas IR Burners
- Can brown surfaces of meat, fish and poultry to retain juices
- Can rapidly remove moisture from fried and baked goods
- Have excellent reliability
- Minimize energy costs
One of the major trends in food processing is the demand for convenience foods by the consumer. The average family now has two working parents, who do not have the time to spend hours in the kitchen preparing meals. Consumers now are looking for meals that are easy to prepare but which have excellent taste and flavor.
As food processors strive to develop new food products to meet this changing demand they are looking at new preparation techniques that are often proprietary, and natural gas fired infrared (IR) burners are being used in new and different ways.
Pre-Drying and Browning
 IR is ideal for a variety of food processing operations. IR’s short wavelength means that it does not penetrate deeply into the food. It is an excellent means of pre-drying sheeted products, such as taco chips, tortillas, and pocket breads. Through IR, food can also undergo an initial cooking step such as browning or toasting. One example is pre-cooking or browning the surface of meat products to seal meat juices before finish-cooking the product’s interior.
IR is ideal for a variety of food processing operations. IR’s short wavelength means that it does not penetrate deeply into the food. It is an excellent means of pre-drying sheeted products, such as taco chips, tortillas, and pocket breads. Through IR, food can also undergo an initial cooking step such as browning or toasting. One example is pre-cooking or browning the surface of meat products to seal meat juices before finish-cooking the product’s interior.
Unlike foods cooked deeply in convection or microwave ovens, IR toasting sets up a strong temperature gradient between the surface and interior. Just what this does depends on the food type and its thickness.
Thin doughs, such as tortilla chips, dry out completely and quickly, setting them up for further processing, such as deep-fat frying or further toasting by continued IR exposure. Thicker doughs, such as pocket breads, become layered. They end up with a tightly sealed “skin” on the outside with lighter, fluffier material inside due to the high temperature gradient through the material.
IR’s surface-heating property also helps to dry out moisture-laden doughs for sheeted products, such as tacos and tortillas. The material is basically a ground corn, and moisture levels sometimes approach 50% to 60% of the product weight. Food processors are often looking to get that down to 15% to 20% in a very short time.
Typically cookie dough is in the 30% range and the manufacturer needs to reduce it to the 15% to 20% range, then to finish the conversion. Dry dog food typically starts out at 35% to 40%, and needs to reach 12-13% moisture before it goes in the bag.
They can get rid of a lot of that moisture very quickly with the infrared without ‘skinning’ the product.
Over the past 20 years beef has steadily lost market share to chicken, because the chicken industry has given consumers a premium product, which is easy to prepare. The major beef product is the roast that takes hours to cook. Now beef producers are fighting back, by trying to give consumers pre-cooked beef products that can be heated at home in a microwave oven. The key challenge is to seal the surface and keep the flavor and texture similar to oven cooked meat. This is where IR comes in.
Subjecting food products to a high infrared heat browns it first, which seals in the juices. It’s all done in a continuous operation, with a belt moving through the machine to brown the product and often finished in a high humidity environment (i.e., steam) to complete the cooking process.
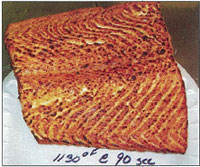
Salmon steaks can be browned with 90 sec. exposure to IR radiation. The surface is thoroughly cooked, making it non-porous so that the interior liquid cannot escape. Subsequent finish cooking by exposure to steam cooks the interior to the desired degree without drying out the product.
Infrared Burners
IR ovens, perhaps more appropriately called “toasters”, create IR radiation by the simple expedient of heating a solid wall until it glows. In the food industry this is most economically achieved with clean burning natural gas fuel. When the emitter surface glows red, most of the energy it radiates actually goes into invisible IR emission.
Fig. 1 shows how a typical IR heating element (burner) functions. Burners operate with a premix of air and gas entering through a pipe manifold. Air from a blower and gas come together in a proportional mixer. The flammable gas/air mixture enters an enclosed burner chamber, then passes through a porous metal wall.
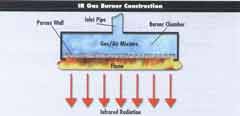
The actual flame burns at the wall’s outer surface, heating the side facing the food. The flame cannot flash back into the burner because the close contact between the metal and mixture flowing through the pores cools the gas below its ignition temperature.
These IR burners are tuned slightly lean for good combustion while also keeping the burners’ internal parts cool. The air/gas mixture comes out of the surface and there’s typically a ribbon burner or another means of lighting it. Once the burners are lit, they just go 24 hours a day. It’s very common to run them a week at a time without shutting down.
All Stainless Burners
In new all-metal burners, the body is all stainless steel. The connectors are all stainless steel as well, and the face is a sintered stainless steel fiber mat. The air/gas mixture passes through pores in the mat and combustion occurs along its outer surface. The fine filaments glow in the IR from the heat of combustion along the surface.

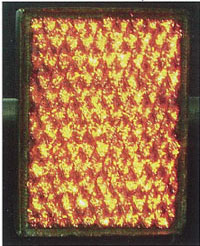
Fig. 2 shows the burner’s glowing outside surface. The intimate contact between the burning gas and metal surface heats the latter to about 1,700°F, where it glows red-orange and puts out copious infrared energy. IR burners operate very well down to 1,200°F, but with new all-metal burners, 1,700°F is a typical safe temperature.
IR burners are also modular. Individual burners can be as small as seven inches by three inches or as large as twelve inches by five inches. All of them mount on a pipe manifold with connectors. If there’s a problem with one burner the user can rapidly remove and replace it.

A 40 inch wide burner, which is assembled from a number of modules, is a perfect size for a 39 inch wide conveyor belt common in tortilla chip ovens. Generally there are a number of rows, with three rows being the smallest number and five being more commonly, but there are applications with as many as ten rows of burners.
The raw product enters the oven on a large conveyor, as shown in Fig. 3, moving through the oven at 180-300 feet per minute. The conveyor is made of stainless-steel links, which interlock to form a rack. Generally, the product passes under a set of burners for toasting on one side, then flips over onto a second conveyor to toast on the other.
Gas vs. Electric
Basically, there are two IR options: either gas or electric. Gas infrared is by either propane or natural gas. With anything else there is a tendency for combustion products to taint the product.
Electrically heated IR ovens use calrods to convert electricity to heat the oven walls. But heating and cooling cycles damage the calrods, which have to be replaced on a pretty frequent basis.
There are usually more failures with electric IR just because of the high heat of the bake chamber. The customer is looking to get toast points when the product hits the conveyor mesh to get that toasted look. That drives the bake chamber temperatures up to typically 700°F and as high as 1,000°F.
Generating the heat with electricity is not very efficient in this application, either. When you have several 1.5 million BTU burners firing an oven, that’s a lot of heat to generate by electricity.
While electricity is fine for toasters in the home kitchen, equipment vendors and users agree that it is a distant second choice for industrial-scale food processing. Natural gas’ advantages of lower cost, more reliable supply and more robust equipment make it the fuel of choice when you make a living by cooking food.
Apollo-Ray burners from Selas/Red-Ray

The Apollo-Ray burners have a high alloy sintered metal face. This provides long life and higher radiance with 1700°F high fire face temperature. They can also be modulated to a low fire at 1200°F.
Apollo-Ray burner sections are available as AR-125 (12” x 5”) shown on the left or AR-86 (8” x 6”) and can be mounted in a vertical or horizontal orientation on the manifold.
Rated input: 30,000 BTU/hr per AR-125 and 22,000 BTU/hr per AR-86 burner section.
For assistance on your food processing application, contact Selas at sales@selas.com or call toll-free 800-883-9218.