Selas SR Pressure Reducing Regulators
The Selas SR Regulator is a versatile pressure-reducing regulator for industrial furnaces and heating applications.
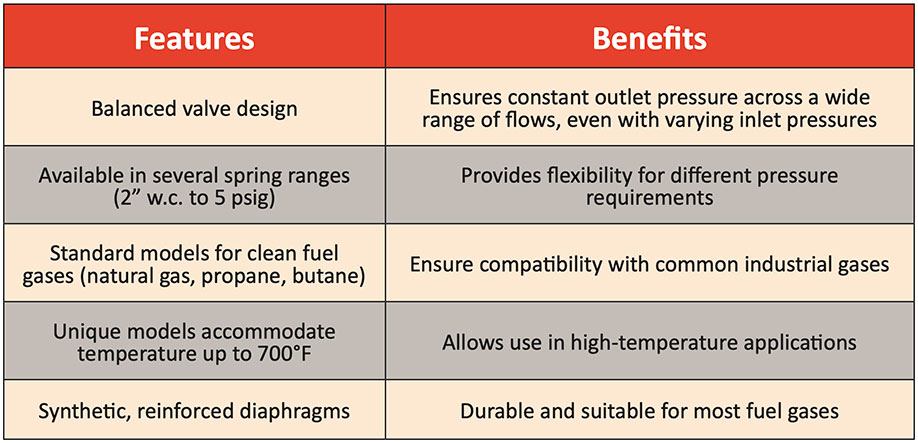
The Selas SR Regulator is a versatile pressure-reducing regulator for industrial furnaces and heating applications. Thanks to its balanced valve design, it ensures a constant outlet pressure across a wide range of flows, even with varying inlet pressures. Available in several spring ranges from 2” w.c. to 5 psig, the SR series also includes the SR-PC series for higher pressures and flows. Standard models are constructed for clean fuel gases like natural gas, propane, butane, and other hydrocarbons, with special constructions available for gases such as Coke Oven Gas. While the standard model handles fluids up to 150°F, unique models can accommodate temperatures up to 700°F. The design features internal compensation, with an option for external compensation for greater capacities. Additionally, the synthetic, reinforced diaphragms are suitable for most fuel gases.
Capacity Table
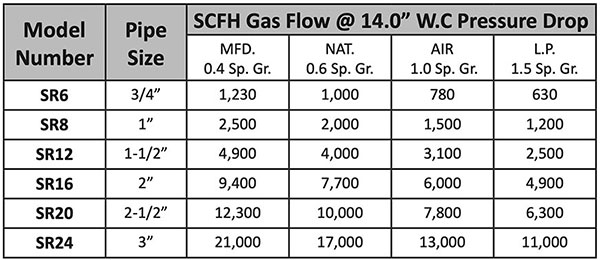 Maximum capacity must be limited to less than 200% of ratings in table.
Maximum capacity must be limited to less than 200% of ratings in table.
IMPORTANT: These regulators are not suitable for dead-end service, the pressure downstream of these regulators can reach line pressure after extended idle periods. They are capable of controlling pressure at extremely low flows but should not be used as a line gas pressure regulator unless automatic control valve can open against line pressure, or a relief regulator is installed immediately downstream.
How It Works
The Selas SR Regulator operates with inlet pressures ranging from 1 to 25 psig and delivers pressures from 2” w.c. to 5 psig. The upper diaphragm chamber is open to the atmosphere, while the lower diaphragm chamber, connected via the impulse connection, is subject to outlet pressure. The seal diaphragm’s area matches the valve disc’s effective area, counterbalancing inlet pressure fluctuations. A compression spring loads the main diaphragm with an adjustable force, keeping the valve open. When the outlet pressure equals the spring load, a balance of forces moves the diaphragm and valve assembly toward the closed position, maintaining constant delivery pressure. As flow changes, slight outlet pressure variations cause an imbalance in forces on the main diaphragm, prompting it to move up or down to restore balance. The patented compensator’s flow creates a velocity condition proportional to flow, and the impulse, combined with outlet pressure, is transmitted to the lower diaphragm chamber, automatically adjusting the valve to maintain constant delivery pressure.